Z-Meters - Universal Solution for Thermoelectric Coolers Measurements and Quality Control
Aug 11, 2009

In most of above mentioned applications miniature thermoelectric cooler is a part of expensive system with strict quality and reliability requirements. Researchers, developers and manufacturers meet the necessity of strong quality control for thermoelectric coolers at the income stage and final stage after TE coolers integrating in application.В Income quality control for TE coolers is typical even with certified and deeply valued thermoelectric coolers manufacturer. And it is especially required after TEC integration, particularly if there is something strange or suspicious in performance of thermoelectric cooler after mounting process. At this stage a certain number of rejects is possible, as TE cooler is a subject of particular mechanical and thermal loads during installing.
Quality control at this stage requires special measuring methods and instruments. There are different technics applied to check thermoelectric cooler conditions, but in all cases the main criteria is ACR (AC Resistance) checking for thermoelectric cooler. According to Telcordia and MIL Standards an increase of electrical resistance R is a single failure criterion that can be used universally for express reliability testing of thermoelectric modules separately and TE modules assembled with a device.
For a thermoelectric coolers consumer any change of ACR value relating to a manufacture's specifications shows a certain change in the thermoelectric cooler conditions. Significant changes indicate TEC damages or failure. In many cases consumers apply ACR measuring only as main criteria of quality control for thermoelectric coolers. Despite of visible simplicity of such method, there can be issues. For instance, ACR of a thermoelectric cooler is quite sensitive for ambient temperature. If manufacturer’s and customer’s ACR measurements are made at different temperature conditions, the values will be different, which may cause wrong conclusions. PreciseВ test equipment with temperature control and additional correction methods is required for such measurements.
Also even with similar or identical to manufacturer specification results ACR checking procedure only is not the complete testing method. There is another important factor that should be checked at quality control stage, but usually skipped by thermoelectric coolers consumers. TE coolers manufacturing companies have the screening procedure of measuring thermoelectric modules Figure-of-Merit – so-called parameter “Z”. Z-value in brief words shows the quality of Bi-Te material (pellets inside TEC), that are used for thermoelectric cooler manufacturing. Z-value and ACR are extremely sensitive to the TEC quality and to any failure. Any slight changes in a module – destruction of pellets, junctions, ceramics and so on – immediately result in the noticeable change of Z(decrease) and ACR (raise) against initial fixed values. In the same time in functional thermoelectric cooler Z-value directly connected with cooling capacity (Qmax) and maximum temperature difference (dTmax) that can be achieved with thermoelectric cooler. So, a measuring and controlling of Z-value is recommended, and it again requires special instruments.
Z-Meters provide express control of the following thermoelectric cooler parameters: ACR, Z-Value, dTmax and Time constant (t). Time Constant (t) is the third parameter that characterizes thermoelectric cooler and can be measured by Z-Meters. RMT first in the world introduced routine measurement of TEC Time Constant as it is also very sensitive parameter (as well as ACR and Z-values) and useful additional criteria of thermoelectric cooler performance and reliability analysis. Accurate measurements are provided by four-wire Kelvin Clips scheme and metal housings that plays a role of passive thermostat for measured TE coolers at equilibrium conditions. Built-in digital thermometer provides precise (0.1ºC) control of ambient temperatures. Because of temperature sensitivity of rmeasured ACR and Z pareameter both of them are normalized to any specified standard temperature software selectable by User. Additional corrections are available for precise measurements to exclude affect of measuring environment.
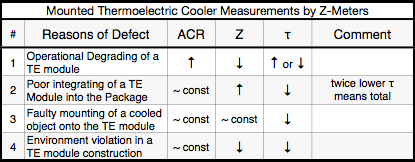
 Thermoelectric Cooler Measurements by Z-Meters.png)
Now how to apply Z-Meter for thermoelectric cooler integrated into package? For example, there is an assembled TEC on a heatsink, that has operated fine, but suddenly something happened with the performance. Then it is required to measure and compare the data for assembly. The list of possible combinations will be the following:
 |
RMT’s three-criteria method, realized with Z-Meters, is fast and universal for measurements and control of thermoelectric cooler performance parameters and detection of failure problems.
Z-Meter database contains all standard RMT thermoelectric coolers and can be easily updated with any new type from different vendors. Measurements data storage and printing of protocoled results are provided.
Z-Meter is available in single-position version (DX4065 model) and 10-positions version (DX4165). Single position Z-Meter is compact, USB powered device for laboratory using, lot-to-lot control and qualification testing. Ten-positions version (DX4165) provides 10 thermoelectric coolers at-once measurements for industrial application and volume production.
Z-Meter Manual is available for download by this link. |

